
Moules d'injection pour engrenages en plastique sur mesure
Moules d'injection pour engrenages en plastique sur mesure

1. Présentation du produit
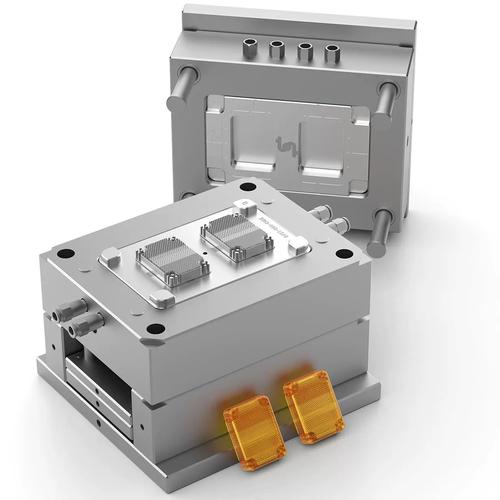
Notre Moules d'injection pour engrenages en plastique sur mesure Nous fournissons des solutions d'outillage de précision pour la fabrication d'engrenages en plastique de haute qualité. Le moulage d'engrenages exige une précision extrême de la géométrie des dents, du diamètre primitif et de la concentricité. Tout écart entraîne du bruit, des vibrations, une usure prématurée ou une défaillance du système.
Nous concevons et fabriquons des moules pour la production d'engrenages conformes aux normes AGMA, ISO ou DIN. Chaque moule utilise l'usinage par électroérosion à fil ou le taillage par fraise-mère pour la réalisation des cavités. Résultat : un engrènement précis, une transmission de couple efficace et une durée de vie prolongée des engrenages.
Nos moules permettent la fabrication d'engrenages cylindriques à denture droite, hélicoïdale, conique, à vis sans fin et de couronnes dentées. Leurs applications incluent les actionneurs automobiles, la robotique, l'outillage électroportatif, les dispositifs médicaux et l'électronique grand public.
2. Principaux avantages
| Avantage | Description |
|---|---|
| Précision du profil dentaire | Une tolérance de ±0,01 mm sur la géométrie des dents assure un engrènement correct. |
| Précision du cercle de pitch | L'usinage précis des cavités garantit un espacement central constant. |
| Intégration de la conception | Moyeux moulés, nervures, surfaces de roulement et dispositifs anti-jeu |
| Sortie multicavité | 2, 4, 8 ou 16 cavités pour la production en grande série |
| Résistance à l'usure | Les cavités en acier à outils trempé (P20, H13, D2) supportent plus de 500 000 cycles. |
| Efficacité en matière de coûts | Réduction du coût par pièce grâce aux moules multicavités et aux cycles rapides |
3. Types d'engrenages que nous moulons
| Type d'engrenage | Applications typiques | Défi de la moisissure |
|---|---|---|
| Engrenage droit | Actionneurs automobiles, imprimantes, jouets | Dents droites, éjection simple |
| Engrenage hélicoïdal | Outils électriques, robotique, transmissions | Les dents angulaires nécessitent un noyau rotatif |
| Engrenage conique | Différentiels, dispositifs médicaux | Géométrie dentaire complexe |
| Engrenage à vis sans fin | Systèmes de direction, mobilier réglable | Contre-dépouilles, éjection spéciale |
| Couronne dentée interne | Systèmes planétaires, automobile | Dents internes, extraction du noyau |
4. Options de matériaux

| Matériel | Propriétés clés | Meilleures applications |
|---|---|---|
| POM (Acétal/Delrine) | Faible coefficient de frottement, excellente résistance à l'usure, stabilité dimensionnelle | Engrenages de précision les plus courants – notre recommandation principale |
| Nylon (PA6/PA66) | Robuste, résistant aux chocs, fonctionnement silencieux | Engrenages automobiles, outils électriques |
| Nylon + Fibre de verre | Haute résistance, rigide, résistant à la chaleur | Engrenages industriels à forte charge |
| PBT | Bonne résistance chimique, faible absorption d'humidité | Engrenages de capteurs, électronique |
| PEEK | Résistance aux températures extrêmes, haute résistance | Aérospatiale, médical, engrenages de haute performance |
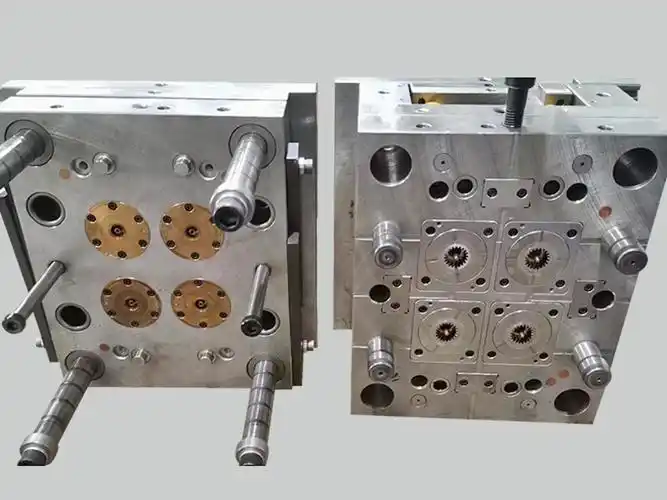
5. Fabrication des cavités d'engrenages – Électroérosion à fil et taillage par fraise-mère
Usinage par électroérosion à fil (EDM)
Un fin fil de laiton découpe le profil de la dent à l'aide d'étincelles électriques.
Précision : ±0,005 mm profil de dent
État de surface : RA 0,4 μm ou mieux
Idéal pour : engrenages à pas fin, engrenages internes, prototypes
Taillage par fraise-mère (pour inserts de cavité)
Une fraise rotative taille la dent dans de l'acier trempé
Précision : ±0,01 mm profil de dent
État de surface : RA 0,8 μm
Idéal pour : Moules de production en grande série, engrenages à pas grossier
Vérification de la qualité : Chaque cavité d'engrenage est soumise à une inspection par machine de mesure d'engrenages afin de vérifier le profil des dents, le pas et le faux-rond.
6. Méthodes d'éjection pour les moules d'engrenages
| Méthode d'éjection | Idéal pour | Description |
|---|---|---|
| Broches d'éjection | Engrenages droits, dents droites | Les broches sont en contact avec le moyeu d'engrenage ou la zone de la toile. |
| Plaque de décapage | Engrenages fins, dents délicates | La plaque repousse l'engrenage du noyau de manière uniforme |
| Noyau rotatif (dévissage) | Engrenages hélicoïdaux, éléments filetés | Le noyau tourne pendant l'éjection |
| Éjection d'air | Petits engrenages, surfaces cosmétiques | L'air comprimé éjecte les engrenages du noyau |
Essentiel pour les engrenages hélicoïdaux : Notre mécanisme à noyau rotatif utilise des roulements de précision et des systèmes à crémaillère. Le moule s'ouvre, le noyau tourne et l'engrenage se dévisse sans endommager les dents.
7. Positionnement des portes pour la qualité des engrenages
Le positionnement du point d'injection influe considérablement sur la qualité des engrenages. Un mauvais positionnement entraîne une déformation des dents ou des lignes de soudure.
| Type de porte | Idéal pour | Effets sur les dents |
|---|---|---|
| Porte à diaphragme | Engrenages de précision | Aucune trace de soudure sur les dents – excellent |
| Portail de précision (centre du moyeu) | Moule à 3 plaques, moyeu cosmétique | Aucune marque sur les dents – très bien |
| Porte de bord sur le moyeu | La plupart des engrenages droits | Aucune marque sur les dents – bien |
| Portail de bord sur le rebord | gros engrenages | Trace de dent possible – déconseillé |
Notre recommandation standard : Injection par diaphragme ou injection par point d'injection au centre du moyeu. Ceci ne laisse aucune trace d'injection ni ligne de soudure sur les dents de l'engrenage.
Options de cavitation :
| caries | Diamètre de l'engrenage | Production par heure (cycle de 30 s) |
|---|---|---|
| 1 cavité | Grand (100–200 mm) | 120 vitesses |
| 4 cavités | Moyen (30–100 mm) | 480 vitesses |
| 8 cavités | Petit (15–30 mm) | 960 engrenages |
| 16 cavités | Miniature (<15 mm) | 1 920 engrenages |
8. Sélection de l'acier pour moules
Notre recommandation : H13 pour la plupart des moules d'engrenages de production. D2 ou métal fritté pour les matériaux chargés de fibres de verre ou les volumes supérieurs à 1 million de cycles.
9. Défauts courants des engrenages – Prévention
| Défaut | Cause | Notre solution |
|---|---|---|
| Plan court | Dimensionnement inadéquat du portail | La vanne à diaphragme assure un remplissage complet |
| Éclat sur les dents | Mauvaise adaptation cavité/noyau | surfaces de contact rectifiées avec précision |
| Lignes de soudure sur les dents | Plusieurs portes | Portail unique au centre du moyeu |
| Déformation dentaire | Refroidissement inégal | Refroidissement conforme autour du périmètre de l'engrenage |
| Marques d'enfoncement sur le moyeu | section de moyeu épaisse | Positionnement correct de la porte et conception des nervures |
| Alésage non circulaire | Retrait irrégulier | Pression de refroidissement et d'emballage optimisée |
10. Processus de fabrication et contrôle de la qualité
Étapes de fabrication du moule :
Analyse de la conception des engrenages (2 à 3 jours)
Conception du moule et DFM (3 à 5 jours)
Usinage de cavités – électroérosion à fil ou taillage d'engrenages (1 à 3 semaines)
Rectification des broches centrales (3 à 5 jours)
Usinage de la base du moule (1 semaine)
Assemblage et installation (1 semaine)
Moulage de l'échantillon (2 à 3 jours)
Liste de contrôle de la qualité :
✅ Profil de dent – Machine de mesure tridimensionnelle ou machine de mesure d'engrenages (±0,01 mm)
✅ Diamètre primitif – Conforme aux tolérances AGMA/ISO
✅ Faux-rond – Moins de 0,05 mm
✅ Épaisseur de la dent – Mesure de la corde ou de l'envergure
✅ Concentricité de l'alésage du moyeu – ±0,01 mm
✅ État de surface des flancs de dents – RA 0,4 µm ou mieux
11. Flux de travail du projet
Étape 1 – Spécifications du matériel (3 à 5 jours)
Vous fournissez : le modèle 3D de l’engrenage, le matériau, la classe AGMA/ISO, le nombre de dents et le volume.
Nous proposons : Conception du moule, comptage des cavités, devis ferme
Étape 2 – Conception du moule (1 à 2 semaines)
Modèle 3D détaillé du moule, positionnement des points d'injection, méthode d'éjection, conception du refroidissement
Étape 3 – Fabrication du moule (4 à 8 semaines)
Usinage de cavités (électroérosion à fil ou taillage par fraise-mère), rectification des broches de noyau, assemblage
Étape 4 – Échantillonnage (2 à 3 jours)
Échantillons d'engrenages, rapport de mesure des engrenages, 20 à 50 échantillons expédiés
Étape 5 – Production ou livraison
Après votre approbation, le moule sera expédié avec un kit de pièces de rechange.
Délai total : 6 à 10 semaines
12. Spécifications techniques
| Paramètre | Gamme / Options |
|---|---|
| Type d'engrenage | Éperon, hélicoïdal, biseauté, vis sans fin, anneau intérieur |
| Module (métrique) | 0,2 mm à 4,0 mm |
| Pas diamétral (impérial) | 120 à 6 |
| Diamètre de l'engrenage | 5 mm à 300 mm |
| classe de qualité AGMA | Q5 à Q10 |
| nombre de caries | 1, 2, 4, 8, 16 |
| acier à moule (cavité) | P20, H13, D2, métal en poudre |
| fabrication de cavités | électroérosion à fil ou taillage d'engrenages |
| Type de porte | Diaphragme ou point d'épingle (centre du moyeu) |
| Éjection (engrenage droit) | Broches d'éjection ou plaque de dénudage |
| Éjection (engrenage hélicoïdal) | Noyau rotatif (dévissage) |
| Refroidissement | Conforme au périmètre de l'engrenage |
| Durée de vie prévue de la moisissure (H13) | 500 000 à 1 000 000 cycles |
| Délai de mise en œuvre | 6 à 10 semaines |
| Garantie | 12 mois |
13. Pourquoi nous choisir ?
Plus de 15 ans expérience en fabrication de moules d'engrenages
Usinage interne par électroérosion à fil et taillage d'engrenages – contrôle qualité complet
Rapport DFM gratuit – Optimisez la conception de vos engrenages avant de couper l'acier
capacité de noyau rotatif – pour les engrenages hélicoïdaux et à vis sans fin
Conception de refroidissement conforme – réduit le temps de cycle, prévient la déformation
Inspection complète du matériel – Machine de mesure tridimensionnelle et machine de mesure d'engrenages sur site
Prix compétitifs – 20 à 30 % inférieur à celui de nombreux concurrents
kit de pièces de rechange – goupilles d'éjection, ressorts et pièces d'usure inclus
14. Demander un devis
Prêt à produire des engrenages en plastique de haute précision avec un moule d'injection sur mesure ?
Ce dont nous avons besoin pour commencer :
Modèle 3D de l'engrenage (STEP, IGES, STP) ou spécifications de l'engrenage (module/DP, nombre de dents, angle de pression)
Type de matériau (POM, nylon, PEEK, etc.)
Classe de qualité cible AGMA ou ISO
Volume annuel estimé
Exigences particulières (hélicoïdale ? noyau rotatif ? anti-jeu ?)
Quels sont exactement vos services OEM ?
Notre service OEM (Original Equipment Manufacturing) vous permet de donner vie à vos idées uniques en matière d'équipements outdoor. Nous prenons en charge l'intégralité du développement et de la fabrication de vos produits, selon vos spécifications, vos designs et les exigences de votre marque. De la conception initiale et de l'approvisionnement en matériaux au prototypage, à la production et au contrôle qualité, nous devenons votre partenaire de fabrication dédié. Le logo et l'identité visuelle de votre marque seront appliqués sur les produits finis.Quelle est votre MOQ (quantité minimum de commande) ?
Nous comprenons que les marques ont besoin de flexibilité, notamment lors du lancement de nouveaux produits. C'est pourquoi nous proposons des quantités minimales de commande flexibles, qui varient selon la complexité du produit, les matériaux requis et le niveau de personnalisation. N'hésitez pas à nous contacter pour discuter de votre projet ; nous ferons de notre mieux pour vous proposer une quantité minimale de commande réaliste.Pouvez-vous nous aider à développer un produit à partir d’une simple idée ou d’un croquis ?
Absolument ! Nous sommes spécialisés dans la transformation de concepts en produits de haute qualité, prêts à être commercialisés. Notre équipe de développement produit travaillera en étroite collaboration avec vous pour affiner votre idée, sélectionner les matériaux appropriés, créer des dessins techniques et développer des prototypes jusqu'à la réalisation parfaite de votre vision.Quelles sont les étapes typiques du processus OEM avec votre entreprise ?
1. Demande initiale et consultation : vous partagez votre concept, votre marché cible et vos exigences. 2. Devis et accord : Nous fournissons un devis détaillé et, une fois approuvé, nous signons un contrat de service. 3. Recherche et développement (R&D) : Notre équipe travaille sur les conceptions techniques, la sélection des matériaux et le développement d'échantillons. 4. Prototypage : Nous créons un prototype physique pour votre évaluation et vos commentaires. 5. Moules : après confirmation de la conception, nous créerons le moule avant la production. 5. Approbation de l'échantillon : vous approuvez l'échantillon final, confirmant la qualité, la conception et la fonctionnalité. 6. Production de masse : Dès confirmation de votre commande de production, nous commençons la fabrication de vos produits. 7. Contrôle qualité rigoureux (QC) : nous effectuons des inspections tout au long de la production et une inspection aléatoire finale avant expédition. 8. Expédition et livraison : Nous emballons et organisons en toute sécurité l'expédition vers votre destination désignée.Combien de temps dure l’ensemble du processus, du concept à la livraison ?
Le délai varie considérablement selon la complexité du produit et la quantité commandée. Voici une estimation générale : Développement et échantillonnage : 4 à 8 semaines. Production de masse : 4 à 6 semaines après approbation de l'échantillon. Veuillez noter qu'il s'agit d'une estimation et qu'un échéancier précis vous sera fourni avec votre devis de projet.À qui appartient la propriété intellectuelle (PI) et le moule/l’outillage pour les produits personnalisés ?
Vous conservez l'intégralité de la propriété intellectuelle de votre marque, de vos designs et de vos produits. Pour tout moule ou outillage personnalisé créé spécifiquement pour votre projet, la propriété intellectuelle peut vous être transférée après accord. Nous respectons scrupuleusement la confidentialité et n'utiliserons jamais vos designs pour d'autres clients.Comment déterminez-vous le prix d’une commande OEM ?
Le prix unitaire est déterminé par plusieurs facteurs, notamment : Complexité et conception du produit Coût des matières premières Processus de travail et de fabrication impliqués Quantité commandée Exigences d'emballage Nous nous efforçons d'offrir des prix compétitifs sans compromettre la qualité.Quel est votre processus de contrôle qualité ?
La qualité est notre priorité absolue. Notre processus de contrôle qualité comprend : Contrôle qualité entrant (IQC) : Inspection de toutes les matières premières. Contrôle qualité en cours de processus (IPQC) : contrôles lors des étapes clés de la production. Inspection avant expédition (PSI) : inspection finale aléatoire des produits finis par rapport à votre échantillon approuvé et à nos normes de qualité. Nous pouvons fournir des rapports de contrôle qualité détaillés.Pouvons-nous inspecter les produits avant qu'ils ne soient expédiés ?
Oui. Nous recommandons vivement une inspection avant expédition. Vous pouvez envoyer votre propre inspecteur CQ ou faire appel à une société d'inspection indépendante pour effectuer le contrôle dans notre usine. Nous pouvons également vous fournir des photos et des vidéos de la production et du produit fini.Comment gérez-vous l'expédition ?
Nous possédons une vaste expérience dans l'expédition d'équipements de plein air à l'international. Nous prenons en charge la logistique et organisons l'expédition par voie maritime (pour les gros volumes) ou aérienne (pour les petites commandes urgentes). Nous collaborons avec des transitaires fiables pour garantir un processus fluide. Les frais d'expédition seront inclus dans votre devis final.
Produits connexes