
Moules d'injection à canaux chauds sur mesure fabriqués en Chine
Moules d'injection à canaux chauds sur mesure
1. Présentation du produit – Systèmes de canaux chauds de précision pour la fabrication en grande série
Notre Moules d'injection à canaux chauds sur mesure Les systèmes de moulage à canaux chauds sont des systèmes avancés conçus pour éliminer les déchets de canaux d'injection, réduire les temps de cycle et améliorer la qualité des pièces. Contrairement aux moules à canaux froids classiques, les systèmes à canaux chauds maintiennent le plastique fondu à l'intérieur du collecteur et des buses à des températures précisément contrôlées, injectant le matériau fondu directement dans les cavités par des points d'injection chauffés.
Pour les fabricants de boîtiers de batteries en plastique, de composants automobiles, de dispositifs médicaux et d'électronique grand public, nos moules à canaux chauds sur mesure offrent :
Déchets de coureurs nuls – Économies de matériaux de 15 à 30 %
Cycles plus rapides – Production supérieure de 20 à 40 %
Qualité supérieure des pièces – Absence de lignes de soudure, de retassures ou de marques de tension
Prêt pour l'automatisation – Fonctionnement entièrement automatique sans rupture de la carotte d'injection
Chaque moule est conçu spécifiquement en fonction de la géométrie de votre pièce, du choix du matériau (ABS, PC, Nylon, qualités UL94 V-0, plastiques chargés de verre) et des exigences de volume de production.

2. Principaux avantages – Pourquoi choisir un moule à canaux chauds ?
| Avantage | Description |
|---|---|
| Économies de matériaux | Pas de carottes ni de canaux d'alimentation à jeter – économisez 15 à 30 % sur les plastiques techniques |
| Cycles plus courts | Élimine le temps de refroidissement et d'élimination des canaux de coulée – production 20 à 40 % plus rapide |
| Meilleure qualité des pièces | Un contrôle précis du point d'injection réduit les lignes de soudure, les retassures et les contraintes internes. |
| Automatisation complète | Les moules fonctionnent en continu sans intervention de l'opérateur pour l'élimination des carottes. |
| Placement flexible des portails | Plusieurs points chauds peuvent être positionnés n'importe où sur la pièce. |
| Remplissage de cavité uniforme | Un flux de fusion équilibré garantit des pièces identiques issues de moules multicavités. |
Pour les boîtiers de batterie nécessitant des matériaux ignifuges UL94 V-0 (qui sont coûteux), les économies de matériaux à elles seules permettent souvent de rentabiliser l'outillage à canaux chauds dès la première année de production.
3. Composants du système à canaux chauds – Qu'y a-t-il à l'intérieur du moule ?

Un système complet de canaux chauds se compose de plusieurs composants de précision fonctionnant ensemble :
3.1 Collecteur (Plaque de distribution)
Usiné à partir d'acier à haute résistance (P20, H13 ou acier inoxydable)
Canaux d'écoulement internes conçus pour une distribution équilibrée de la matière fondue
Chauffé par des cartouches chauffantes ou des barres thermiques
Zones de température contrôlées indépendamment
3.2 Buses
Disponible en différentes longueurs, diamètres et styles d'embouts
Buse ouverte – Simple, économique et adapté à la plupart des matériaux
buse de vanne – Une goupille mécanique ferme la porte, éliminant toute trace de celle-ci, idéal pour les surfaces esthétiques.
3.3 Éléments chauffants et thermocouples
Bandes chauffantes ou cartouches chauffantes à haute densité de puissance
Thermocouples de type J ou K pour un retour d'information précis sur la température (précision de ±1°C)
3.4 Régulateur de température
Régulation PID multizone (de 1 à plus de 48 zones)
Protection contre la surchauffe et fonctions de diagnostic
Interfaces avec machine de moulage ou autonome
3.5 Système de plaque de collecteur et de serrage
Supporte le collecteur et assure l'étanchéité contre la plaque du moule
Empêche les fuites de matière fondue grâce à des joints haute pression (jusqu'à 30 000 psi).
4. Types de buses – Choisir la solution adaptée à votre pièce
| Fonctionnalité | Buse ouverte | Buse de vanne à guillotine |
|---|---|---|
| vestige de porte | Petite protubérance (0,5–1 mm) | Quasi plat (0–0,1 mm) |
| Idéal pour | Surfaces cachées, parties non cosmétiques | Surfaces visibles, boîtiers de batteries, pièces médicales |
| Gamme de matériaux | thermoplastiques standard | Tous les matériaux, y compris les qualités chargées de fibres de verre et ignifuges |
| Temps de cycle | Très rapide | Légèrement plus long en raison de l'actionnement par goupille |
| Coût | Inférieur | Plus élevé (en raison des cylindres et des goupilles) |
| Entretien | Plus simple | Nécessite le remplacement périodique des goupilles et des joints |
Notre recommandation : Pour les boîtiers de batterie en plastique visibles ou les composants esthétiques, choisissez toujours des buses à vanne pour obtenir un aspect propre et professionnel sans découpe après moulage.
5. Capacités de conception sur mesure – Adaptées à votre pièce et à vos matériaux
Chaque système à canaux chauds que nous fabriquons est conçu sur mesure pour votre application spécifique. Notre processus de conception comprend :
5.1 Analyse de l'emplacement des portes
Simulation de l'écoulement du moule pour déterminer les positions optimales des points d'injection
Évitez les lignes de soudure à proximité des éléments critiques (nervures, bossages, enclenchements).
Synchronisation des vannes de séquence pour les pièces volumineuses ou complexes
5.2 Flux de fusion équilibré
Canaux de collecteurs conçus à l'aide de la dynamique des fluides numérique (CFD)
Chute de pression égale dans chaque cavité des moules multicavités
Calculs de chauffage par cisaillement pour les matériaux thermosensibles (PC, Nylon)
5.3 Gestion de la dilatation thermique
Analyse par éléments finis (FEA) du collecteur et de l'embase du moule
Des jeux de dilatation calculés pour éviter le blocage à la température de fonctionnement
Précharge correcte des joints et des goupilles d'alignement
5.4 Caractéristiques spécifiques aux matériaux
| Matériel | Considérations particulières |
|---|---|
| Verre rempli (GF) | Embouts de buse résistants à l'abrasion, collecteur en acier trempé |
| Plastiques UL94 V-0 FR | Composants résistants à la corrosion, contrôle précis de la température pour prévenir la dégradation |
| PC / PC-ABS | Canaux d'écoulement larges, injection lente, vannes de régulation privilégiées |
| Nylon (PA6/PA66) | Le canal chaud doit être arrêté pendant les périodes d'inactivité afin d'éviter toute dégradation. |
| TPE / TPV (matériaux souples) | De grandes vannes et des buses ouvertes suffisent généralement. |
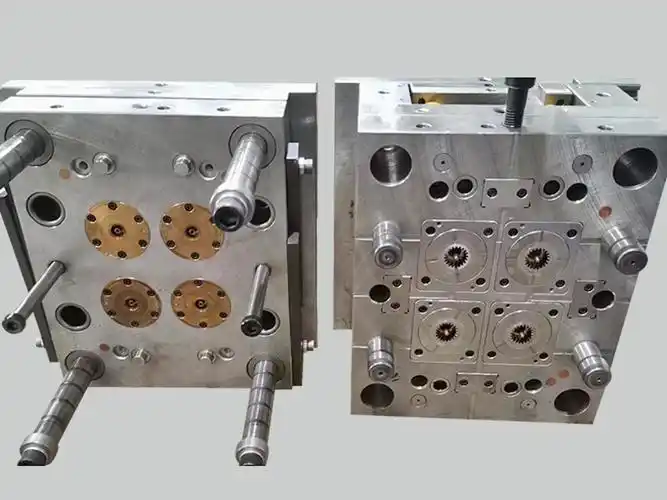
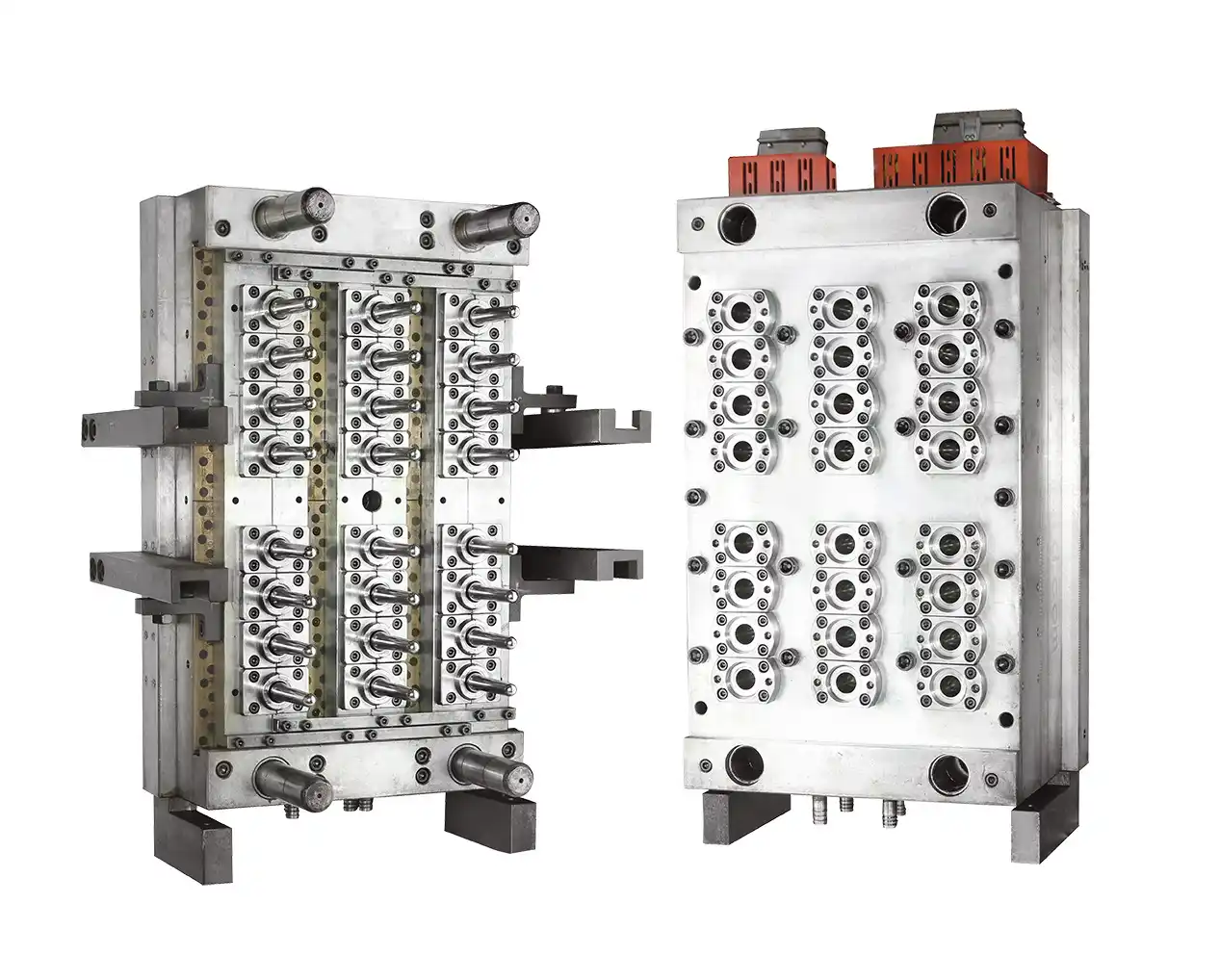
6. Configurations de moules multicavités et familiaux

Pour optimiser la productivité de la production en grande série de boîtiers de batteries, nous concevons des moules à canaux chauds avec :
| Nombre de caries | Application typique | Production par cycle (cycle de 1 minute) |
|---|---|---|
| 2 cavités | Pièces importantes, validation initiale | 120 pièces/heure |
| 4 cavités | Plateaux de batterie de taille moyenne, boîtiers d'outils électriques | 240 pièces/heure |
| 8 cavités | petits et moyens logements, volume élevé | 480 pièces/heure |
| 16 cavités | Pièces ultra-compactes (supports pour cellules 18650) | 960 pièces/heure |
| Plus de 32 caries | Composants miniatures (connecteurs, entretoises) | Plus de 1 920 pièces/heure |
Moules familiaux – Différentes références dans un même moule (ex. : couvercle supérieur + boîtier inférieur + loquet). Les systèmes à canaux chauds permettent un contrôle indépendant de l’injection pour chaque type de pièce.
7. Contrôle de la température – Le cœur d'un système à canaux chauds
Un contrôle précis de la température est essentiel au bon fonctionnement des canaux chauds. Nos systèmes comprennent :
7.1 Contrôle de zone indépendant
Chaque buse et zone de collecteur possède un élément chauffant et un thermocouple dédiés.
Système typique : 4 à 48 zones
Précision : ±1 °C par rapport à la consigne
7.2 Algorithmes PID avancés
Réglage automatique pour chaque zone
Commande adaptative pour différents matériaux et temps de cycle
Fonction de démarrage progressif pour éviter d'endommager le chauffage
7.3 Dispositifs de sécurité
Arrêt en cas de surchauffe (limite paramétrable par l'utilisateur)
détection de panne de chauffage
Protection contre l'inversion de polarité des thermocouples
Surveillance des courants de fuite
7.4 Options de la manette
| Type de contrôleur | Idéal pour | Caractéristiques |
|---|---|---|
| De base (1 à 8 zones) | Petits moules, à une seule cavité | Réglage manuel, interface simple |
| Moyenne gamme (8 à 24 zones) | Moules de production, 4 à 8 cavités | Réglage automatique, enregistrement des données, accès à distance |
| Haut de gamme (24 à 48 zones et plus) | Moules multicavités de grande taille, systèmes complexes | Écran tactile, Ethernet/IP, intégration de machine de moulage |
8. Fabrication et qualité – Concevoir des moules durables
Nos moules à canaux chauds sont fabriqués en interne à l'aide d'équipements CNC de précision et d'un contrôle qualité rigoureux.
8.1 Processus de fabrication
| Étape | Description |
|---|---|
| 1. Conception et simulation | Modélisation 3D, flux de moule, analyse par éléments finis thermiques |
| 2. Sélection des matériaux | Acier à outils (P20, H13, 420SS) ou aluminium pour le prototypage |
| 3. Usinage CNC | Fraisage 5 axes, électroérosion à fil pour canaux d'écoulement |
| 4. Traitement thermique | Trempe, revenu, nitruration (pour la résistance à l'usure) |
| 5. Meulage et polissage | État de surface RA 0,4 μm ou supérieur |
| 6. Assemblage | Installation du chauffage, du thermocouple et de la buse |
| 7. Test d'étanchéité | Collecteur d'essai de pression à 1,5 fois la pression de service |
| 8. Essais thermiques | Faire fonctionner à température de fonctionnement, vérifier toutes les zones |
8.2 Liste de contrôle de la qualité
✅ Contrôle dimensionnel du collecteur et des buses (CMM, ±0,01 mm)
✅ Test de sécurité électrique (résistance d'isolement >10MΩ à 500V)
✅ Vérification de la précision du thermocouple (±1°C)
✅ Concentricité de la grille (à 0,05 mm près)
✅ Planéité de l'embout de la buse (à 0,02 mm près)
✅ Planéité du collecteur (à 0,02 mm près sur 300 mm)
9. Compatibilité des matériaux – Que pouvez-vous faire fonctionner dans nos Hot Runners ?
Nos systèmes à canaux chauds sont compatibles avec toute la gamme des thermoplastiques :
| Famille de matériaux | Exemples | Compatibilité avec les canaux chauds |
|---|---|---|
| Standard | ABS, PS, PP, PE | Excellent – vanne ouverte ou à soupape |
| Ingénierie | PC, PC/ABS, PA6, PA66, POM | Très bon – vanne de régulation recommandée |
| Ignifugé | Classes UL94 V-0, V-1, V-2 | Bien – utiliser de l'acier résistant à la corrosion pour les additifs ignifuges |
| rempli de verre | Nylon+GF, PC+GF, PBT+GF | Bon – embouts et joints durcis requis |
| Haute température | PEEK, PPS, PEI (Ultem) | Oui – buses haute température (jusqu'à 450 °C) |
| Élastomères | TPE, TPV, TPU | Oui – de grandes vannes et des buses ouvertes sont généralement utilisées. |
| Bio-résines | PLA, PHA | Oui – réglages de température plus bas |
Nous déconseillons l'utilisation de tapis chauffants pour : PVC (se dégrade sous l'effet d'une chaleur prolongée), thermodurcissables (durcissement en série), ou matériaux extrêmement chargés (sshhh50% de charge).
10. Intégration avec votre machine de moulage
Nos systèmes à canaux chauds sont conçus pour s'adapter aux machines de moulage standard de tous les principaux fabricants :
Force de serrage : de 50 à plus de 2000 tonnes
Dimensions du plateau : Dimensions personnalisées du cercle de boulonnage et de la bague de centrage
Raccordement électrique : Connecteur multipoint unique (HARTING, Amphenol ou spécifié par le client)
Actionnement de la vanne : Pneumatique (standard) ou hydraulique (applications haute pression)
Interface machine : SPI, Euromap ou protocole personnalisé
Assistance à l'installation : Nous fournissons des plans d'installation détaillés, des schémas de câblage et une assistance à la mise en service sur site ou à distance.
11. Maintenance et entretien – Assurer le bon fonctionnement de votre moule
Un entretien adéquat prolonge la durée de vie des canaux chauds à plus de 500 000 cycles. Nous proposons :
11.1 Programme d'entretien recommandé
| Intervalle | Tâches |
|---|---|
| Tous les jours | Vérifier l'étanchéité au niveau du collecteur et des buses, et s'assurer que toutes les zones atteignent la température. |
| Hebdomadaire | Nettoyer les extrémités du portail, inspecter les connecteurs électriques |
| Mensuel | Mesurer la résistance de l'élément chauffant, vérifier la continuité du thermocouple |
| Tous les 100 000 cycles | Remplacez les embouts et les joints des buses, inspectez le collecteur pour détecter toute usure. |
| Tous les 500 000 cycles | Démontage complet, remplacement du chauffage, resurfaçage du collecteur |
11.2 Kits de pièces de rechange
Nous fournissons des kits de pièces détachées personnalisés contenant :
Embouts et joints de rechange (50 à 100 pièces)
Éléments chauffants et thermocouples de rechange (2 par zone)
Joints d'étanchéité et joints toriques
Axes et cylindres de vannes (pour systèmes de vannes)
12. Applications – Secteurs d'activité que nous desservons
Nos moules à canaux chauds sur mesure sont utilisés dans de nombreux secteurs industriels :
| Industrie | Pièces typiques | Avantages des coureurs à haut rendement |
|---|---|---|
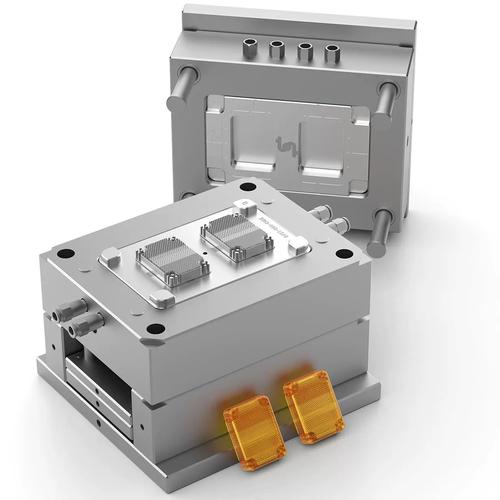
| Batteries et stockage d'énergie | Boîtiers de batterie, supports d'éléments, isolateurs de bornes | Économies de matériaux (plastiques UL94 V-0 coûteux), résidus de portail propres |
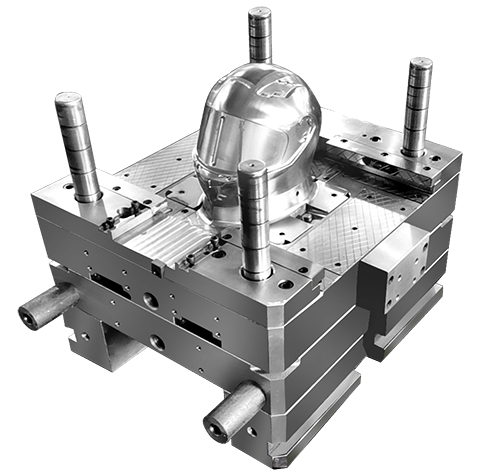
| Automobile | Garnitures intérieures, composants sous le capot, lentilles d'éclairage | Multicavité pour production en grande série, élimination des lignes de soudure |
| Médical | Seringues, cassettes de diagnostic, boîtiers de dispositifs | Moulage propre (sans poussière de carotte), vanne d'injection pour l'aspect esthétique |
| Électronique grand public | Étuis de téléphone, cadres d'ordinateur portable, appareils domotiques | Moules familiaux, plusieurs portes pour les grandes pièces |
| Conditionnement | Bouchons, fermetures, contenants à parois minces | Cycles rapides, moules à plus de 32 cavités |
| Industriel | Engrenages, connecteurs, boîtiers d'outils | capacité des matériaux chargés de verre |
13. Flux de travail du projet – De la demande à la production
Diagramme de processus en 6 étapes – Demande d'informations → Conception → Fabrication → Assemblage → Tests → Livraison]
Étape 1 : Analyse des besoins (2 à 3 jours)
Vous fournissez : le dessin de la pièce/modèle 3D, le matériau, le volume, les spécifications de la machine de moulage.
Nous proposons : un devis préliminaire, une proposition d'emplacement pour le portail et une recommandation concernant le nombre de cavités.
Étape 2 : Conception détaillée (1 à 3 semaines)
Modèle 3D de l'ensemble complet à canaux chauds
Simulation de l'écoulement du moule et analyse par éléments finis thermiques
Dessins de fabrication détaillés
Étape 3 : Fabrication (4 à 8 semaines)
Usinage de collecteurs, traitement thermique, rectification
installation de l'ensemble de la buse et du chauffage
Contrôle qualité à chaque étape
Étape 4 : Assemblage et tests (1 semaine)
Système de canaux chauds entièrement assemblé dans le moule
Test thermique (toutes les zones atteignent la température, aucune fuite)
test de sécurité électrique
Étape 5 : Moulage d’échantillons (facultatif, 1 à 3 jours)
Nous réalisons des essais sur nos machines de moulage par injection internes.
Fournir des exemples de pièces et les paramètres de processus
Étape 6 : Livraison et mise en service (livraison en 1 semaine)
Emballé en caisse pour un transport en toute sécurité
Assistance à l'installation sur site ou à distance disponible
Délai de livraison total typique : 6 à 12 semaines selon la complexité
14. Spécifications techniques – Référence complète
| Paramètre | Gamme / Options |
|---|---|
| Matériau de collecteur | Acier inoxydable P20, H13 ou 420, ou aluminium (prototype) |
| Type de buse | Buse ouverte ou vanne à guillotine (pneumatique ou hydraulique) |
| nombre de caries | 1 à 32+ (personnalisé) |
| diamètre de la porte | 0,8 mm – 4,0 mm |
| température de fusion maximale | 450 °C (pour PEEK, PPS) |
| Pression maximale du collecteur | 30 000 psi (2 070 bar) |
| précision du contrôle de la température | ±1°C |
| Zones de contrôle | 1 à 48+ (personnalisé) |
| Communication du contrôleur | SPI, Euromap, Ethernet/IP, Profibus |
| Type de chauffage | Cartouche (collecteur) ou bande (buse) |
| Type de thermocouple | Type J ou type K |
| raccordement électrique | Connecteur multipoint unique (spécifié par le client) |
| Compatibilité avec les moules | Dimensions standard du plateau, bague de positionnement personnalisée |
| Garantie | Garantie de 12 mois pièces et main d'œuvre |
15. Pourquoi nous choisir comme partenaire Hot Runner ?
Forts de plus de 15 ans d'expérience dans la conception et la fabrication de systèmes à canaux chauds, nous proposons :
Ingénierie interne – Aucune sous-traitance. Nous concevons, simulons et fabriquons en interne.
Analyse de l'écoulement libre du moule – Nous validons l'emplacement du portail et effectuons le remplissage du solde avant que vous n'approuviez le projet.
Délais de livraison courts – 6 à 8 semaines pour les systèmes standard, 10 à 12 semaines pour les systèmes complexes multicavités.
Prix compétitifs – 15 à 25 % moins cher que les grandes marques de systèmes à canaux chauds pour une qualité équivalente.
Soutien mondial – Assistance technique en anglais et en mandarin, mise en service sur site disponible.
Expertise en rénovation – Nous pouvons remplacer les systèmes à canaux chauds défectueux dans les moules existants de n'importe quel fabricant (Husky, Mold-Masters, Synventive, INCOE, Yudo, etc.).
Ce que disent nos clients :
*« Nous sommes passés à leur système à canaux chauds pour le moule de notre boîtier de batterie UL94 V-0. Les pertes de matière ont chuté de 22 % à moins de 3 % et le temps de cycle a été amélioré de 35 %. Le moule a fonctionné pendant 400 000 cycles sans aucun problème de canaux chauds. »* – Responsable de production, entreprise de stockage d'énergie
16. Demandez un devis – Lancez dès aujourd'hui votre projet de système à canaux chauds sur mesure
Prêt à réduire les déchets, augmenter la production et améliorer la qualité des pièces grâce à un moule à canaux chauds sur mesure ?
Ce dont nous avons besoin pour commencer :
Modèle 3D de la pièce (STEP, IGES ou STP)
Type et qualité du matériau (ex. : PC/ABS UL94 V-0)
Volume annuel estimé (ex. : 500 000 pièces/an)
Spécifications de la machine de moulage par injection (tonnage, dimensions du plateau, disposition des éjecteurs)
Exigences particulières (limite de vestige de porte, multicavité, moule familial, etc.)
Quels sont exactement vos services OEM ?
Notre service OEM (Original Equipment Manufacturing) vous permet de donner vie à vos idées uniques en matière d'équipements outdoor. Nous prenons en charge l'intégralité du développement et de la fabrication de vos produits, selon vos spécifications, vos designs et les exigences de votre marque. De la conception initiale et de l'approvisionnement en matériaux au prototypage, à la production et au contrôle qualité, nous devenons votre partenaire de fabrication dédié. Le logo et l'identité visuelle de votre marque seront appliqués sur les produits finis.Quelle est votre MOQ (quantité minimum de commande) ?
Nous comprenons que les marques ont besoin de flexibilité, notamment lors du lancement de nouveaux produits. C'est pourquoi nous proposons des quantités minimales de commande flexibles, qui varient selon la complexité du produit, les matériaux requis et le niveau de personnalisation. N'hésitez pas à nous contacter pour discuter de votre projet ; nous ferons de notre mieux pour vous proposer une quantité minimale de commande réaliste.Pouvez-vous nous aider à développer un produit à partir d’une simple idée ou d’un croquis ?
Absolument ! Nous sommes spécialisés dans la transformation de concepts en produits de haute qualité, prêts à être commercialisés. Notre équipe de développement produit travaillera en étroite collaboration avec vous pour affiner votre idée, sélectionner les matériaux appropriés, créer des dessins techniques et développer des prototypes jusqu'à la réalisation parfaite de votre vision.Quelles sont les étapes typiques du processus OEM avec votre entreprise ?
1. Demande initiale et consultation : vous partagez votre concept, votre marché cible et vos exigences. 2. Devis et accord : Nous fournissons un devis détaillé et, une fois approuvé, nous signons un contrat de service. 3. Recherche et développement (R&D) : Notre équipe travaille sur les conceptions techniques, la sélection des matériaux et le développement d'échantillons. 4. Prototypage : Nous créons un prototype physique pour votre évaluation et vos commentaires. 5. Moules : après confirmation de la conception, nous créerons le moule avant la production. 5. Approbation de l'échantillon : vous approuvez l'échantillon final, confirmant la qualité, la conception et la fonctionnalité. 6. Production de masse : Dès confirmation de votre commande de production, nous commençons la fabrication de vos produits. 7. Contrôle qualité rigoureux (QC) : nous effectuons des inspections tout au long de la production et une inspection aléatoire finale avant expédition. 8. Expédition et livraison : Nous emballons et organisons en toute sécurité l'expédition vers votre destination désignée.Combien de temps dure l’ensemble du processus, du concept à la livraison ?
Le délai varie considérablement selon la complexité du produit et la quantité commandée. Voici une estimation générale : Développement et échantillonnage : 4 à 8 semaines. Production de masse : 4 à 6 semaines après approbation de l'échantillon. Veuillez noter qu'il s'agit d'une estimation et qu'un échéancier précis vous sera fourni avec votre devis de projet.À qui appartient la propriété intellectuelle (PI) et le moule/l’outillage pour les produits personnalisés ?
Vous conservez l'intégralité de la propriété intellectuelle de votre marque, de vos designs et de vos produits. Pour tout moule ou outillage personnalisé créé spécifiquement pour votre projet, la propriété intellectuelle peut vous être transférée après accord. Nous respectons scrupuleusement la confidentialité et n'utiliserons jamais vos designs pour d'autres clients.Comment déterminez-vous le prix d’une commande OEM ?
Le prix unitaire est déterminé par plusieurs facteurs, notamment : Complexité et conception du produit Coût des matières premières Processus de travail et de fabrication impliqués Quantité commandée Exigences d'emballage Nous nous efforçons d'offrir des prix compétitifs sans compromettre la qualité.Quel est votre processus de contrôle qualité ?
La qualité est notre priorité absolue. Notre processus de contrôle qualité comprend : Contrôle qualité entrant (IQC) : Inspection de toutes les matières premières. Contrôle qualité en cours de processus (IPQC) : contrôles lors des étapes clés de la production. Inspection avant expédition (PSI) : inspection finale aléatoire des produits finis par rapport à votre échantillon approuvé et à nos normes de qualité. Nous pouvons fournir des rapports de contrôle qualité détaillés.Pouvons-nous inspecter les produits avant qu'ils ne soient expédiés ?
Oui. Nous recommandons vivement une inspection avant expédition. Vous pouvez envoyer votre propre inspecteur CQ ou faire appel à une société d'inspection indépendante pour effectuer le contrôle dans notre usine. Nous pouvons également vous fournir des photos et des vidéos de la production et du produit fini.Comment gérez-vous l'expédition ?
Nous possédons une vaste expérience dans l'expédition d'équipements de plein air à l'international. Nous prenons en charge la logistique et organisons l'expédition par voie maritime (pour les gros volumes) ou aérienne (pour les petites commandes urgentes). Nous collaborons avec des transitaires fiables pour garantir un processus fluide. Les frais d'expédition seront inclus dans votre devis final.
Produits connexes